

诺诚NC转换器6.1破解版是一款NC转换器,可以帮助用户对Eng文件进行转换,将普通的ENG文件转换为通用G代码nc文件,使用过程中需要用户进行G代码或者NC命令的配置,软件兼容各种版本的机床CAM软件,可以让你的机床发挥最大的效果,提高工作效率。
软件功能
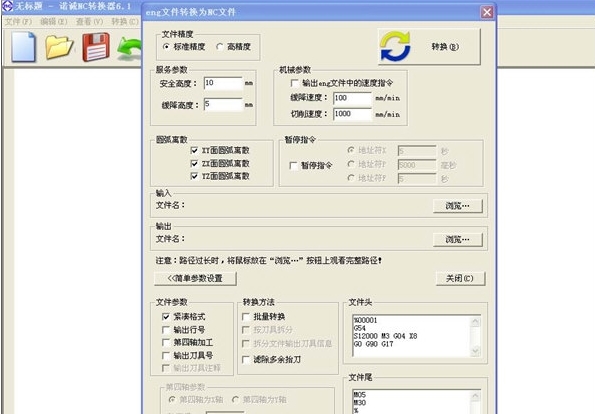
文件精度:选中标准精度,生成的n文件中的坐标值精确到小数点后3位小数:选中高精度,生成的nc文件中的坐标值精确到小数点后4位小数。
输出eng文件中的速度指令如果不选中复选框,生成的nc文件中的切削速度是这里的设
定值;如果选中了复选框,生成的nc文件继承了eng文件中的速度值。
注:1.只能转换出En3d5.x、eng5.0格式的eng文件中的速度值无论是否输出eng文件中的速度指令转换出的nc文件都包含这里设定的缓降速度。
圆弧离散:有些数控系统不能识别G代码文件中的圆弧运动指令G02和G03:也有些数控系统虽然能识别圆弧指令,但不能识别大于四分之一圆弧的圆弧指令:
还有些数控系统只能识别XY平面上的圆弧运动指令同时,各种数控系统对圆弧指令的具体格式也有要求。
如果您使用的数控系统不能很好的识别本软件系统生成的圆弧指令,就需要对圆弧进行离散,把圆弧离散为短直线输出。
选中“XY面圆弧离散”,把XY平面上的圆弧离散为短直线输出:
选中“ZX面圆弧离散”,把ZX平面上的圆弧离散为短直线输出:
选中“YZ面圆弧离散”,把YZ平面上的圆弧离散为短直线输出。
圆弧指令具有加工质量好、加工效率高、机床运动平稳、文件小有利于传输和加工等优势。
因此我们建议,除非不用不行,不要选择圆弧离散
暂停指令:如果nc文件中没有暂停指令刀具以缓降速度下刀进入材料之后,会马上变换为以切削速度运动,来切削工件。
您可能出于工艺上的需要,想让刀具在以缓降速度下刀进入材料之后,以切削速度加工工件之前作短暂的停顿。
暂停指令就是专门为满足您上述需要而设置的。
选择暂停指令后,生成的nc文件中会包含下刀后延迟的指令。
使用包含暂停指令的nc文件驱动机床加工工件时,刀具在以缓降速度下刀进入材料之后,会作短暂的停顿,然后以切削速度运动,加工工件。
软件特色
G00速度:由机床数控系统定义。是刀具在工件外部快速运动的速度。
刀具在工件外部运动时不切削材料,因此,为提高加工效率,G00速度应该尽可能大。
但也要考虑您数控系统和机床的实际运动能力。
安全高度:数控机床自动加工时,经常在加工完一个区域后,刀具自动向上以G00速度快速运动到保证不碰撞工件、
夹具等的高度,在这个高度上快速平移到下一个区域上方,再下刀加工另一个区域。
安全高度就是定义刀具在工件上方快速平移的高度的。
安全高度是相对工件原点定义的比如安全高度设定为50mm,刀具快速移动的高度就在工件原点上方50mm处。
如果把工件原点确定在工件上表面的中心位置,刀具快速移动的高度(安全高度)就在工件上表面上方50mm处。
安全高度是一个极为重要的参数,如果设置不合理会发生损坏刀具、工件的事故,甚至会损坏机床,严重的还会伤害人身安全。
一般来说,安全高度越高越安全,但也要考虑加工效率。
安全高度越高,每次提刀和下刀的行程就越大,花费的无效切削时间(自动加工中刀具不切削工件的时间)就越长。
缓降高度:设置缓降高度的目的是为了兼顾安全和节省时间,让数控机床安全、高效的工作。
假如没有缓降高度,刀具将会从安全高度以G00速度快速向下进入工件。
如果刀具真的这样运动,无论对刀具、工件及机床都是极不安全的。
刀具合理的运动方法是,先以G00速度快速向下运动(目的是节省时间),到了距离工件表面较小的高度(缓降高度)时,变换为慢速运动切入工件(目的是为了保证安全)。
缓降高度就是定义刀具从快速向下运动变为慢速向下运动的位置的。缓降高度要远小于安全高度。
如果缓降高度较大,就不能达到节省时间的目的。
但缓降高度也不能太小,缓降高度太小,就不能达到保证安全的目的。
设定缓降高度的方法是,在保证缓降高度位于工件表面以上的前提下,让缓降高度尽可能小。
缓降速度:主轴从安全高度快速向下运动到缓降高度后,自动切换为慢速运动切入工件。
缓降速度就是从工件外部向下慢速运动切入工件的速度。
因为刀具是向下切入工件,缓降速度远小于切削速度,更远远小于G00速度。
切削速度:刀具按照缓降速度切入工件后开始变换运动方向切削工件。
切削速度就是定义切削工件时刀具的运动速度的。
破解说明
1、安装完成后,从桌面打开程序,进入程序接界面,弹出才注册窗口
2、在界面中输入您需要的参数。点击浏览按钮
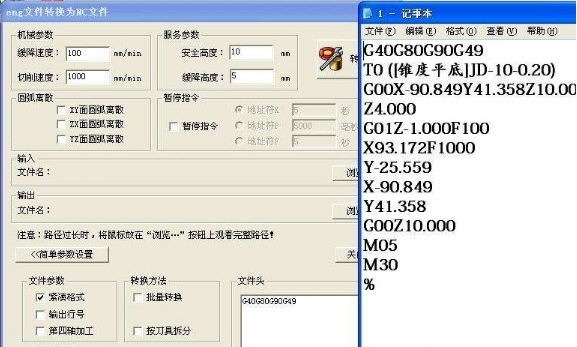
3、执行完上面的步骤出现下面选择文件对话框,在其中选择打开要转换的eng文件。
4、点击转换文件对话框 “输出”栏中的【浏览】按钮,打开下图所示的浏览文件夹对话框,可在其中选择输出nc文件的存储位置。
注:如果不执行这步操作,nc文件默认存储在eng文件所在的文件夹中。
5、点击上面对话框中的【确定】按钮,关闭对话框。点击eng文件转换为NC文件对话框中的【转换】按钮 ,开始转换文件。弹出完成界面即代表注册成功
使用说明
1、和其它 windows应用程序类似,软件安装后,在电脑桌面上和开始菜单的程序组里都会有诺诚NC转换器的快捷方式。双击桌面上的快捷方式,或者选择开始菜单中的“所有程序”“诺诚NC转换器6.1”,都可以打开程序。
2、由于钻孔时,刀具是只是垂直向下运动切削工件,在转换钻孔程序时,请把缓降速度和切削速度设定为相同值。
3、在生成第四轴加工的nc文件时,虽然也会同时生成三轴加工的nc文件,但请不要用这样生成的三轴加工nc文件去驱动机床进行三轴加工。因为这个文件只是个中间文件,它的加工质量和加工效率都不好。
4、在 JDPaint中给eng文件命名时,文件名中不要出现汉字。
5、转换文件很大或者批量转换很多文件时,软件可能会出现短时间的白屏、未响应状态,这是正常现象。请等待,软件最后会完成转换。
标签: nc转换












-
本类热门推荐本类热门标签
-
下载
 格式工厂 官方正式版v5.8.1.0
99.4 MB / 5分
格式工厂 官方正式版v5.8.1.0
99.4 MB / 5分
-
下载
 Pandoc (通用文档转换器)官方中文版v2.9.2.1
49.6 MB / 5分
Pandoc (通用文档转换器)官方中文版v2.9.2.1
49.6 MB / 5分
-
下载
 哔哩哔哩BV号转AV号工具(bv2av) 免费版v1.6
5.0 KB / 5.3分
哔哩哔哩BV号转AV号工具(bv2av) 免费版v1.6
5.0 KB / 5.3分
-
下载
 嗨格式PDF转换器免费VIP会员破解版 V1.0.12.66
44.0 MB / 1.8分
嗨格式PDF转换器免费VIP会员破解版 V1.0.12.66
44.0 MB / 1.8分
-
下载
 PDFtoImage Converter(pdf转图片免费软件) 无水印破解版v4.2.2.1
26.5 MB / 5.3分
PDFtoImage Converter(pdf转图片免费软件) 无水印破解版v4.2.2.1
26.5 MB / 5.3分
-
下载
 Shoviv OST to PST(ost转pst软件) 破解版v9.4
22.9 MB / 5分
Shoviv OST to PST(ost转pst软件) 破解版v9.4
22.9 MB / 5分
-
下载
 迅捷文字转语音 免费版V1.0.0.1
1.0 MB / 4.2分
迅捷文字转语音 免费版V1.0.0.1
1.0 MB / 4.2分
-
下载









装机必备软件
网友评论