

Powermill2021破解版可以将软件进行脱机激活,只需通过注册机获取对应的注册码就能破解软件,无需联网即可完成操作,对于需要进行数控车床编程的用户而言,能够提供极大的便利,帮助用户快速计算出模具的最终成型效果。
破解教程
1、禁用网络,避免检测到在线激活,您需要离线激活

2、打开安装结束的powermill ultimate 2021软件,点击输入序列号

3、点击右侧激活按钮进入序列号输入界面

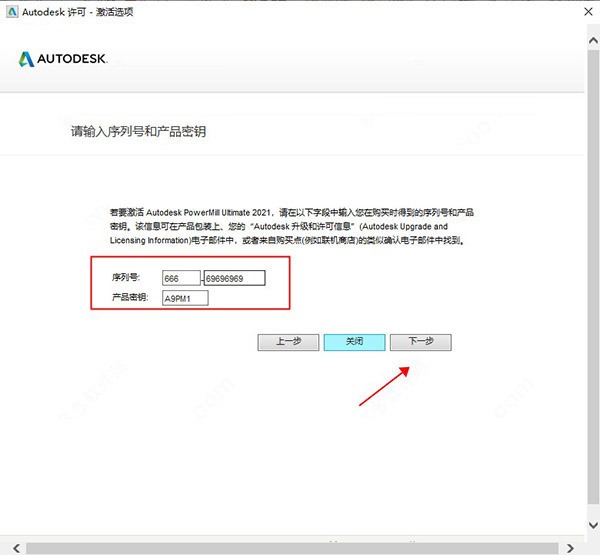
4、输入序列号【666-69696969】和密钥【A9PM1】,点击下一步
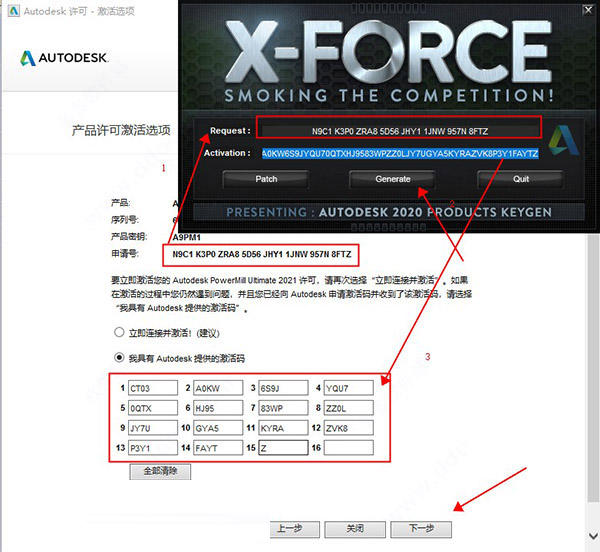
5、选择脱机激活,复制申请码,点击下一步,再次点击下一步
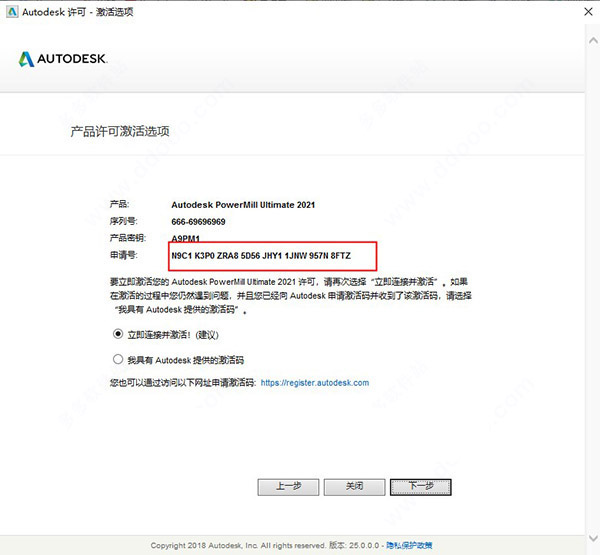
6、出现激活的界面,现在打开注册机,将申请码复制到注册机
7、管理员身份打开您下载的注册机xf-adesk20_v2.exe,点击patch,点击确定
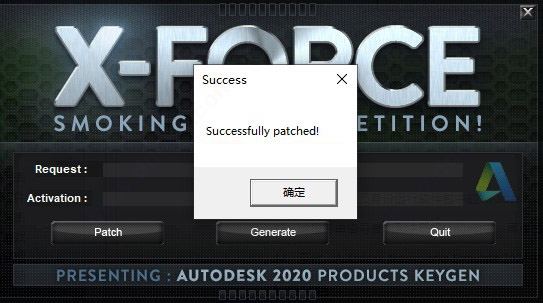
8、将申请码粘贴到软件第一栏,点击generate计算注册码
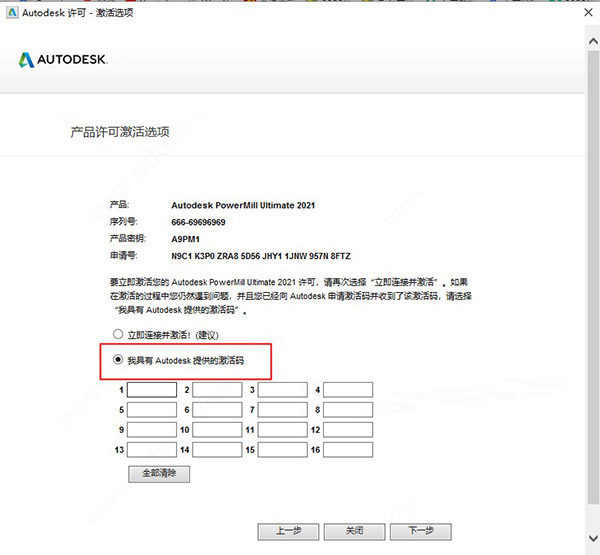
9、将第二栏的注册码复制到输入框,点击下一步激活软件
10、然后会提示软件激活成功,点击完成
11、打开软件就可以正常使用,PowerMill_Ultimate激活完毕
软件功能
一、多轴数控加工
1、专业性能
快速计算大型或复杂零件的刀具路径。加工曲面、实体或网格
2、高速粗加工
通过高效粗加工更快地切割零件。延长刀具的使用期限并降低维护成本
3、全面精加工
访问大型刀具路径库。改善曲面精加工,同时大幅减少手动抛光
4、刀具路径优化
全局或局部编辑刀具路径,而无需重新进行冗长的计算
5、2.5D 编程
以交互方式创建二维特征、刀具路径和 NC 代码。自动检查碰撞,并大幅减少空切
6、加强筋加工
生成适合刀具的刀具路径,对模具和冲模中的加强筋进行铣削。这是 EDM 的低成本替代方法
7、每个 CAD 支持
从主流 CAD 系统导入曲面、实体或网格。无论模型质量如何,均可创建高质量的 NC 代码
二、多轴机床的五轴编程
1、五轴加工
从一系列刀具轴模式中进行选择。支持自动碰撞回避
2、专业 5 轴控制
控制五轴机床以改善机床运动和零件质量
3、高效的 3+2 编程
以更少的设置、尺寸更小的刀具以及更具成效的进给量和速度,加工难以实现的特征
4、全面的刀具支持
享有一整套刀具类型,并与三轴和五轴策略相结合,满足您的加工需求
三、工业加工解决方案
1、电极制造
自动化 EDM 电极的制造。定义加工模板并应用于零件族
2、工业机器人
对机器人进行脱机编程和仿真。分析轴运动以减少奇点和超程
3、车削 CAM
获取用于五轴铣车床的车削策略。结合使用铣削刀具路径,减少机床设置
4、轮毂和叶轮加工
使用五轴加工制造轮毂、IBR 和叶轮。生成更平滑的粗加工和精加工刀具路径
5、车削改进
编辑车削刀具路径,而无需重新进行冗长的计算。检查碰撞并应用到三维毛坯模型
6、叶片铣削
获取用于加工涡轮叶片、叶片和其他机翼的工具。对平滑五轴运动使用专门的刀具路径
软件特色
一、开粗加工
PowerMILL提供了开粗加工的三种方法,其中用得最多的是偏置区域清除模型加工。根据粗加工的特点,对高速加工在切削用量选择上的原则应是 “浅切深、快进给”。对刀具的要求,根据模型形状和尺寸综合考虑,应尽可能选用大直径的刀具。开粗加工中特别要注意设定毛坯在X、Y、Z三方向的尺寸,据工件的加工要求以“切削路径的刀具中心线不离开毛坯界限”作为原则来决定毛坯的设置。图1是由“最小限/最大限”来确定的无扩展的毛坯所产生的刀具路径。可见,扩展后工件下部侧面也能加工到了。
二、半精加工
半精加工的主要目的是保证精加工时余量均匀。最常用的方法是先算出残留材料的边界轮廓(参考刀具未加工区域的三维轮廓),然后选用较小的刀具来仅加工这些三维轮廓区域,而不用重新加工整个模型。一般用等高精加工方法,加工残留材料区域内部。为得到合理的刀具路径,应注意以下几点:
(1)计算残留边界时所用的余量,应跟开粗加工所留的余量一致。
(2)用残留边界等高加工中的凹面时,应把“型腔加工”取消掉。否则,在路径中刀具单侧切削时,随着深度的增加,接触刀具的材料越多,切削力增大,使刀具易折断。
(3)铣削过程中尽量减少提刀次数,提高工作效力。上平面为磨削过的表面无需加工,采用45°平行精加工时把最上面的平面路径剪裁掉之后会产生跳刀现象,经过分块裁剪再合并之后得到刀具路径。
(4)当孔的上表面为斜面时,精加工孔壁必需把斜面提高,否则刀具会刮伤精加工过的斜面。等高加工孔壁时,由于切入切出的影响会把已精加工过的表面刮伤,当把斜面抬高之后把上面的路径去掉,就得到路径。
(5)注意切入的方法。等高加工封闭区域的型腔时,一般选用斜向切入,而对于开放部分,则采用水平圆弧切入。此种路径是比较合理的。
三、精加工
精加工时通常先算出浅滩边界,然后用等高精加工边界外部,再平行精加工边界内部。但对于平面的精加工,常采用偏置区域清除加工。为保证加工质量应注意以下几点:
(1)精加工余量必须均匀,一般径向留余量0.15~0.3mm,轴向留余量0.05~0.15mm。
(2)当采用偏置区域清除精加工平面时,毛坯的Z向最小值应该等于该平面的Z值,否则平面加工后高度方向尺寸误差较大。(3)当等高精加工时当刀具起刀点位置比较乱时,可以使用编辑中的移动开始点的方法来改正。
使用教程
创建基本残留模型
本例说明如何使用“残留模型”选项卡创建和操纵残留模型。本例使用 Examples 文件夹中的 radknob.dmt 模型。
1、计算“毛坯”,并使用 15 mm“端铣刀”:
使用默认值创建“模型区域清除”刀具路径,“名称”为“ModelAreaClearance”。
使用默认值创建“等高精加工”刀具路径,“名称”为“ConstantZFinishing”。
2、单击“残留模型”选项卡 >“创建”面板 >“残留模型”以显示“残留模型”对话框
将名称更改为 Roughing。
单击“接受”(Accept)。
3、单击“残留模型”选项卡 >“应用”面板 >“毛坯”以将毛坯应用于残留模型。
4、单击“残留模型”选项卡 >“计算”面板 >“残留模型”>“计算”以计算残留模型的毛坯状态。
5、在“模型区域清除”策略处于激活状态的情况下,单击“残留模型”选项卡 >“应用”面板 >“刀具路径”以将激活刀具路径应用于残留模型。
6、单击“残留模型”选项卡 >“计算”面板 >“残留模型”>“计算”以计算残留模型的刀具路径状态。
使用残留模型作为毛坯状态
在创建残留模型副本时,残留模型中的当前激活状态将被用作副本中的毛坯状态。
例如,如果为具有激活刀具路径状态的“Stock Model 1”创建副本,则创建的副本“Stock Model 1_1”将包含单个毛坯状态,通过主残留模型中的激活刀具路径状态来表示毛坯。
1、在主残留模型中的刀具路径状态激活的情况下,单击“残留模型”选项卡 >“激活”面板 >“复制”为“Roughing”残留模型创建副本。
这将创建名为“Roughing_1”且以刀具路径状态作为毛坯的残留模型。
2、激活您之前创建的“等高精加工”策略。
3、单击“残留模型”选项卡 >“应用”面板 >“刀具路径”以应用残留模型的刀具路径状态。
4、单击“残留模型”选项卡 >“计算”面板 >“残留模型”>“计算”以计算残留模型的刀具路径状态。
残留模型“Roughing_1”现在包含两个状态:
第一个状态表示毛坯状态,也即继承自主残留模型“Roughing”的“ModelAreaClearance”刀具路径状态。
第二个状态表示应用于残留模型的等高精加工刀具路径。
“残留模型”对话框
使用“残留模型”对话框可指定残留模型的参数。
要显示“残留模型”对话框,请执行以下操作:
从“残留模型”关联菜单中选择“创建残留模型”;
从单独的残留模型关联菜单中选择“设置”;或
单击“残留模型”选项卡 >“创建”面板 >“残留模型”。
此对话框包含以下几项:
名称 - 输入残留模型的名称。
锁定 - 单击此按钮将锁定残留模型,从而无法更改其参数。当残留模型处于锁定状态时,此按钮变为“锁定”,而且所有参数域均变为“只读”。再次单击此按钮可解锁残留模型。当“残留模型”由另一个条目使用时,PowerMill 会自动将其锁定。
公差 - 创建新残留模型时输入等高切面的公差。残留模型在 X 和 Y 中存储为实体毛坯的一组闭合等高切面。在计算好残留模型状态之后,无法更改此值。
行距 - 输入等高切面之间的距离。在计算好残留模型状态之后,无法更改此值。
工作平面 - 选择一个工作平面以定义残留模型的方向。在计算好残留模型之后,无法更改此工作平面。
刷新 - 单击此按钮将刷新残留材料的显示。仅当您在单独的残留模型菜单上选择“显示选项”>“显示残留材料”选项时,才可以刷新残留材料。仅当您更改模型或“残留余量”时,才需要此选项。
残留余量 - 输入使用“残留模型”选项卡 >“显示”面板 >“材料”>“显示残留材料”选项时显示的最小余量。残留模型会忽略厚度小于该分界值的残留材料。它类似于边界对话框中的“探测材料厚于”选项。
探测伸出 - 选择此项可探测伸出并将其纳入残留残留模型计算。这会显著增加计算时间。您的模型必须是密封实体,才能计算伸出。
相关插件
Autodesk PowerMillModeling 2021
创建线框和曲面几何形体,更好地控制 PowerMill CAM编程过程。
Autodesk TrodeExtension 2021
访问嵌入到 Autodesk的TRODE文件中的制造数据,用于自动化CAM编程
Autodesk Electrode Machining Wizard 2021
自动化放电加工(EDM)电极的CAM编程。
Autodesk PowerMill ViMill Interface 2021
导出供 Fidia ViMil验证软件使用的CAM数据
Autodesk PowerMill NCSIMUL Interface 2021
导出供 Spring Technologies NCSMUL验证软件使用的CAM数据
Autodesk PowerMill Robot Plugin 2021
提供专用工具帮助编程、模拟和驱动工业机器人。
Autodesk PowerMill Simulation Analysis Plugin 2021
可视化CNC机床的运动,用图形分析工具查找错误。
Autodesk PowerMill Additive Plugin
用于创建、控制和模拟驱动快速增材加工的沉淀策略的专用工具。
新功能
1、速度提升
总体速度改进可帮助减少编程时间。
在计算刀具路径时,对单个处理器中可使用的内核数量不再有任何限制。
对于“ 区域间隙”和“ 平面精加工”刀具路径,现在可以更快地在模型上计算 平面面积。
现在,选择“ 自动避免碰撞”的刀具路径的计算 速度更快。
现在,刀具路径中“ 表面上”链接的计算 速度更快。
计算3D区域间隙工具路径所需的时间 减少了,有时最多减少了30%。确切的减少量取决于您的加工工作和所使用的机床。
现在,使用库存模型静止边界的刀具路径的计算 速度更快。
某些优化的栅格精加工刀具路径的计算 更加高效。
2、陡峭和浅层整理
当在表面设置了碰撞厚度的模型上使用时,对于浅层区域,“ 3D偏移”刀具路径的质量得到了 改善。
3、碰撞检查和回避改进
使用“ 自动避免碰撞”功能时,可通过沿刀具路径添加额外的点来提高刀具轴运动的平滑度。
4、模型圆角
现在,选择3D样式时,“ 圆角拐角”选项 的计算 会更快。
现在,对于已选择“ 圆角”的刀具路径,在“资源管理器” 中将角圆角半径的单位显示为 TDU 。
5、区域间隙
“ 不安全的段去除”选项不再去除多余的刀具路径段,以防止非中心切削刀具遇到不可加工的材料。
6、附加功能构造改进
现在,在创建 要素构造工具路径时,可以 在图层之间交替使用栅格传递。以前,您只能将通过旋转指定角度。减少了使用“ 轮廓样式 ” 计算“ 特征构造”工具路径所 花费的时间。
相关版本







-
本类热门推荐本类热门标签
-
下载
 紫金播放器7 官方版v200708
89.0 MB / 5分
紫金播放器7 官方版v200708
89.0 MB / 5分
-
下载
 3DSource零件库 离线版v5.3.3
81.2 MB / 5.3分
3DSource零件库 离线版v5.3.3
81.2 MB / 5.3分
-
下载
 Proteus仿真软件 官方最新版V8.9 SP2
496.0 MB / 4.5分
Proteus仿真软件 官方最新版V8.9 SP2
496.0 MB / 4.5分
-
下载
 Multisim14元件库大全 免费版
1.0 KB / 5.5分
Multisim14元件库大全 免费版
1.0 KB / 5.5分
-
下载
 Ncstudio广告雕刻机控制系统 官方版v5.5.49
1.9 MB / 5分
Ncstudio广告雕刻机控制系统 官方版v5.5.49
1.9 MB / 5分
-
下载
 Master Cam 2017完整汉化包 附序列号
68.5 MB / 5分
Master Cam 2017完整汉化包 附序列号
68.5 MB / 5分
-
下载
 Master Cam 2020 正式版 附破解安装教程
3.2 GB / 4.9分
Master Cam 2020 正式版 附破解安装教程
3.2 GB / 4.9分
-
下载











装机必备软件
网友评论